
SLA Nedir?
Stereolitografi (SLA), fotopolimerizasyon ailesinin bir üyesi olarak kabul edilen bir eklemeli üretim (additive manufacturing) veya 3D baskı teknolojisidir.
SLA, bir ultraviyole (UV) lazer ışını tarafından katman katman seçici olarak sertleştirilen bir polimer reçine havuzundan üç boyutlu nesnelerin oluşturulmasını sağlar. Bu proses, her bir katmanın lazer tarafından belirlenen bir desen doğrultusunda polimerize edilmesi ve ardından bir sonraki katman için platformun aşağıya indirilmesi ile gerçekleşir.
SLA teknolojisinin malzemeleri genellikle ışığa duyarlı termoset polimerlerdir ve bu malzemeler sıvı formda gelir. Termoset polimerler, ısınmadan veya erimeden kalıcı bir şekilde sertleştirilebilen malzemelerdir. UV ışığı, polimer zincirlerinin birbirine bağlanmasını ve dolayısıyla sertleşmesini tetikler.
SLA, 3D baskının ilk formlarından biridir ve 1986'da Chuck Hull tarafından patentlendi. Bu teknoloji, özellikle yüksek hassasiyet ve pürüzsüz yüzey kalitesi gerektiren uygulamalar için idealdir. İnce detaylara ve karmaşık geometrilere sahip parçaların üretimi, SLA'nın en belirgin avantajlarından biridir.
Bununla birlikte, en iyi sonuçları elde etmek, tasarımcının bu teknoloji ile birlikte gelen özelliklere ve sınırlamalara hakim olmasını gerektirir. Örneğin, her katmanın polimerizasyon sürecinden sonra platformun aşağı inmesi gerektiği için, SLA genellikle diğer 3D baskı teknolojilerine göre daha yavaştır.
SLA'nın bir başka fotopolimerizasyon 3D baskı teknolojisi olan Doğrudan Işık İşleme (DLP) ile birçok benzerliği vardır. Her iki teknoloji de ışığa duyarlı malzemeleri kullanarak katı parçalar oluşturur, ancak ışığın uygulanma şekli ve sürecin dinamikleri farklılık gösterir. Genellikle, bu iki teknoloji benzer uygulamalar ve sonuçlar için eşdeğer olarak kabul edilir.
3D Baskı Hizmeti
Son teknoloji 3D Baskı hizmetimizle hayallerinizi gerçeğe dönüştürün.
SLA Nasıl Çalışır?
SLA şu şekilde çalışır;
-
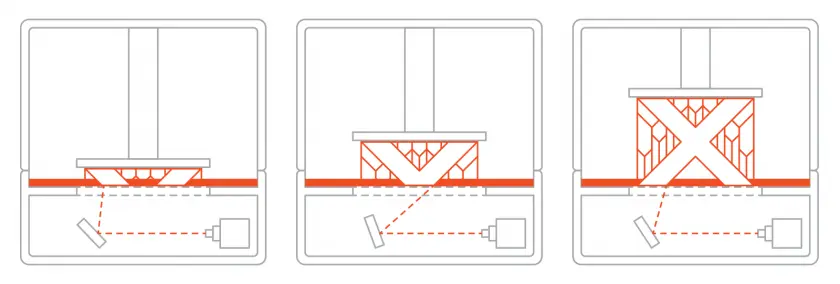
Platformun HazırlanmasıYapı platformu ilk önce sıvı fotopolimer tankına, sıvının yüzeyi için bir kat yüksekliğinde yerleştirilir.
-
UV Lazer ile SertleştirmeDaha sonra bir UV lazer, fotopolimer reçinesini seçici olarak sertleştirerek ve katılaştırarak bir sonraki katmanı oluşturur. Lazer ışını, ayna galvamotre adı verilen bir ayna seti kullanılarak önceden belirlenmiş yola odaklanır. Modelin tüm kesit alanı ışık ile kürlenir. Bu şekilde üretilen parça tamamen katılaşır.
-
Katmanların OluşturulmasıBir katman bittiğinde platform güvenli bir mesafede yukarı doğru hareket eder. Her katman için bu adımlar tekrarlanır.
-
Kürleme İşlemiBaskı işlemi bittikten sonra parça hala tam kürlenmemiş durumda olabilir. Mekanik dayanım veya ısı dayanımı isteniyorsa parça temizlendikten sonra UV ışığı ile kürleme işlemi yapılabilir.
Sıvı reçine, fotopolimerizasyon adı verilen bir işlemle katılaştırılır. Katılaştırma sırasında, sıvı reçineyi oluşturan monomer karbon zincirleri UV lazerin ışığı ile aktive edilir ve katı hale gelir. Bu şekilde moleküler yapı arasında birbirine bağlanarak güçlü kırılmaz bağlar oluşur. Fotopolimerizasyon işlemi geri dönüşüme uygun değildir. SLA parçalarını tekrar sıvı formlarına dönüştürmenin bir yolu yoktur. Isıtıldığında erimek yerine yanarlar. Bunun nedeni SLA ile üretilen malzemelerin, FDM’nin kullandığı termoplastiklerin aksine termoset polimerlerden yapılmasıdır.
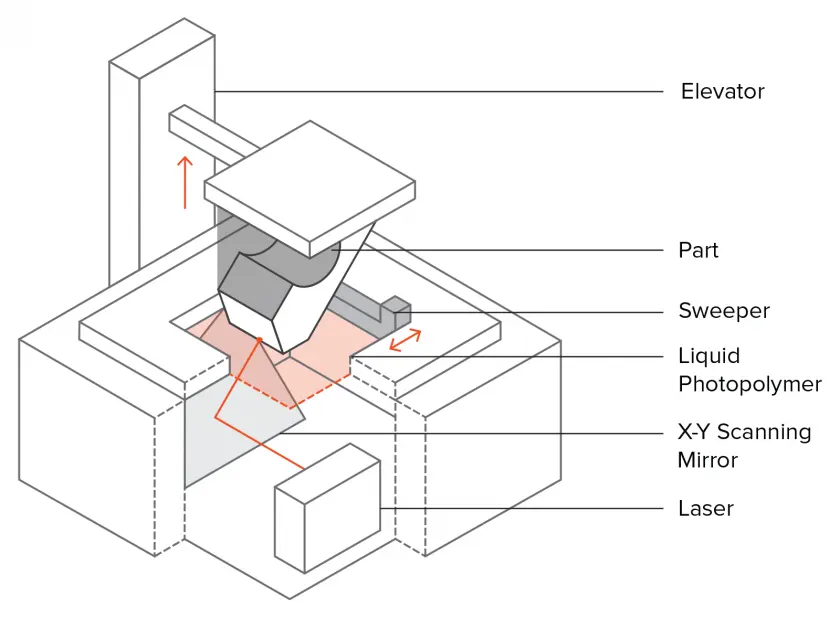
SLA’nın Yapısı
SLA sistemlerinde, çoğu yazdırma parametresi üretici tarafından sabittir ve değiştirilemez. Sadece katman yüksekliği, parça konumu, yatak veya destek yapısı seçilebilir.
SLA’daki tipik olarak katman yüksekliği 25 ila 100 mikron arasındadır. Düşük katman yükseklikleri kavisli geometrileri daha doğru bir şekilde yakalar ama yapım süresini, maliyeti ve başarısız bir baskı olasılığını artırır. En yaygın uygulamalar için 100 mikronluk bir katman yüksekliği uygundur.
3D Yazıcı Parametreleri
Destek Yapısı
SLA’da her zaman destek yapısı gereklidir. Destek yapıları parça ile aynı malzemeye basılır ve baskıdan sonra elle çıkarılmalıdır. Parçanın yönü desteğin yerini ve miktarını belirler. Parçanın, görsel açıdan kritik yüzeylerin destek yapılarıyla temas etmeyeceği şekilde yönlendirilmesi önerilir.

Parça Eğilmesi
SLA ile üretilen parçaların doğruluğu ile ilgili en büyük sorunlardan biri parçanın eğilmesidir. Bu eğilme FDM’deki çarpılmaya benzer.
Katılaşma / sertleştirme sırasında, reçine yazıcının ışık kaynağına maruz kaldığında hafifçe küçülür. Büzülme önemli olduğunda, yeni tabaka ile önceden katılaşmış malzeme arasında büyük iç gerilimler gelişir bu da parçanın eğilmesine neden olur.
Katman Yapışması
SLA baskılı parçalar izotropik mekanik özelliklere sahiptir. Bunun nedeni sıvı reçineyi tamamen iyileştirmek için tek bir UV lazer geçişinin yeterli olmamasıdır. Daha sonra lazer geçişleri önceden katılaşmış katmanların çok yüksek bir dereceye kadar kaynaşmasına yardımcı olur. Aslında SLA’de baskı işlemi tamamlandıktan sonra bile kürleme devam eder.
En iyi mekanik özellikleri elde etmek için SLA parçalarının yoğun UV ışığı altında (ve bazen yüksek sıcaklıklarda) bir kür kutusuna yerleştirilmesinden sonra kürlenmesi gerekir. Bu, SLA parçasının sertliğini ve sıcaklık direncini büyük ölçüde geliştirir ancak daha kırılgan hale gelebilir.
Örneğin, bir masaüstü SLA yazıcı kullanılarak standart berrak reçine ile basılmış parçaların test kürleri, neredeyse 2 kat daha fazla gerilme mukavemetine sahiptir (38 MPa’ya kıyasla 65 MPa) ve daha yüksek sıcaklıklarda (maksimum 58° C sıcaklıkta yük altında çalışabilir) 42° C’ye kıyasla) ancak kopma uzaması neredeyse yarıdır (% 12’ye kıyasla% 6.2).
Parçayı güneşte bırakmak da kürlenmeye neden olur. UV ışığına uzun süre maruz kalmak, bir SLA parçasının fiziksel özellikleri ve görünümü üzerinde zararlı bir etkiye sahiptir: kıvrılabilir, çok kırılgan hale gelebilir ve renk değiştirebilir. Bu nedenle, kullanmadan önce şeffaf bir UV akrilik boya ile sprey kaplama şiddetle tavsiye edilir.
SLA’da Kullanılabilir Malzemeler
SLA malzemeleri sıvı reçine formunda gelir. Reçinenin litre fiyatı, standart malzeme için yaklaşık 50 $ ‘dan, dökülebilir veya diş reçinesi gibi özel malzemeler için 400 $’ a kadar büyük ölçüde değişir. Endüstriyel sistemler, tasarımcıya yazdırılan parçanın mekanik özellikleri üzerinde daha yakından kontrol sağlayan masaüstü SLA yazıcılardan daha geniş bir malzeme yelpazesi sunar.
SLA malzemeleri (termosetler), FDM veya SLS (termoplastikler) ile üretilen malzemelerden daha kırılgandır bu nedenle SLA parçaları genellikle önemli yükleme yapacak fonksiyonel prototipler için kullanılmaz. Malzemelerdeki gelişmeler bunu yakın gelecekte değiştirebilir.
Kullanılan malzeme, basılı parçanın mekanik özelliklerini ve doğruluğunu değil, aynı zamanda fiyatını da etkilemektedir. En yaygın SLA malzemeleri aşağıdaki tabloda özetlenmiştir.
| Malzeme | Karakteristik | Artıları | Eksileri |
|---|---|---|---|
| Standart Reçine | Genel amaçlı kullanım | Geniş uygulama yelpazesi, düşük maliyet | Yüksek hassasiyet gerektiren uygulamalar için sınırlı |
| Yüksek Dayanıklı Reçine | Yüksek mukavemet ve esneklik | Mekanik dayanıklılık, darbe direnci | Yüksek maliyet |
| Döküm Reçine | Özellikle mücevherat uygulamaları için | İnce detaylar ve düzgün yüzeyler | Yüksek maliyet, sınırlı uygulama alanı |
| Esnek Reçine | Yüksek esneklik ve dayanıklılık | Esneklik ve darbe direnci | Yüksek maliyet, doğru yazdırmak zordur |
| Şeffaf Reçine | Yüksek netlik ve şeffaflık | Optik uygulamalar ve prototipler için uygundur | Yüzey işlemi gerektirebilir |
| Dental Reçine | Biyouyumlu, diş hekimliği uygulamaları için | Güvenli, yüksek hassasiyet | Yüksek maliyet, sınırlı uygulama alanı |
SLA’da Yapılabilecek Ardıl İşlemler
SLA parçaları, zımparalama ve parlatma, sprey kaplama ve madeni yağ ile bitirme gibi çeşitli işlem sonrası yöntemleri kullanılarak çok yüksek bir standarda tamamlanabilir.

SLA Avantajları ve Sınırları
SLA teknolojisinin temel avantajları ve dezavantajları aşağıda özetlenmiştir:
- SLA, çok yüksek boyutsal doğrulukta ve karmaşık ayrıntılara sahip parçalar üretebilir.
- SLA parçaları çok düzgün bir yüzey kaplamasına sahiptir ve görsel prototipler için idealdir.
- Şeffaf, esnek ve dökülebilir reçineler gibi özel SLA malzemeleri mevcuttur.
- SLA parçaları genellikle kırılgandır ve fonksiyonel prototipler için uygun değildir.
- SLA parçalarının mekanik özellikleri ve görsel görünümü, parçalar güneş ışığına maruz kaldığında fazla mesaiyi bozacaktır.
- Destek yapıları her zaman gereklidir ve parçalar üzerindeki destekleri kaldırmak için üretim sonrası temizlik gereklidir.
| Malzemeler | Fotopolimer reçineler (termosetler) |
|---|---|
| Boyutsal Doğruluk | ±% 0,5 (alt sınır: ± 0,10 mm) - masaüstü ±% 0,15 (alt sınır ± 0,01 mm) - endüstriyel |
| Üretim Boyutları | 145 x 145 x 175 mm’ye kadar - masaüstü 1500 x 750 x 500 mm’ye kadar - endüstriyel |
| Katman Çözünürlükleri | 25’den 100 microna kadar |
| Destek | Her zaman gereklidir. |
SLA İçin Temel Kurallar
- SLA, bir dizi termoset malzemeden çok pürüzsüz bir yüzey ve çok ince detaylara sahip görsel prototipler üretmek için en uygundur.
- Masaüstü SLA, uygun fiyata küçük (“yumruktan daha küçük”) enjeksiyonla kalıplanmış parçalar üretmek için idealdir.
- Endüstriyel SLA makineleri çok büyük parçalar üretebilir (1500 x 750 x 500 mm kadar büyük)
SLA Kullanım Alanları
SLA teknolojisinin kullanım alanı çok geniştir. Karmaşık tasarımlı modellerin üretimi için ideal çözümler sunar. Geniş malzeme seçeneği sayesinde bir çok sektör için uygundur. Aşağıda bazı sektörler verilmiştir.
- Dental uygulamalar
- Kuyumculuk sektörü
- Biyomedikal sektörü
- Gıda sektörü
- Hobi amaçlı çalışmalar
- Döküm öncesi model oluşturmada
- Eğitim sektöründe
- İnşaat ve mimarlık alanında
- Sağlık sektöründe
- Otomativ sektöründe
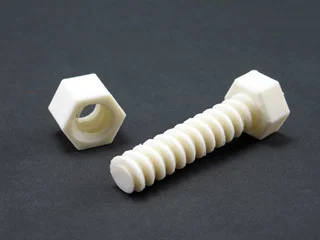
SLA Görselleri






Diğer Teknolojilerle Karşılaştırma
| Teknoloji | Özellikler | Avantajlar | Dezavantajlar |
|---|---|---|---|
| FDM (Fused Deposition Modeling) | Katı, termoplastik malzemeyi ısıtarak ve katman katman bir nesne oluşturmak için ekstrude ederek çalışır. | Düşük maliyetli, geniş malzeme yelpazesi, kullanımı kolay | Daha düşük çözünürlük ve yüzey kalitesi, destek yapıları gerekebilir |
| MJF (Multi Jet Fusion) | Termoplastik tozu katman katman ekleyerek ve ardından bir ajan ve ısı uygulayarak nesneleri oluşturur. | Yüksek hız, geniş malzeme yelpazesi, mükemmel mekanik özellikler | Yüksek başlangıç maliyeti, post-processing gerekebilir |
| SLA (Stereolithography) | Bir lazer ışığını bir fotopolimer reçineye odaklar ve katman katman sertleştirerek bir nesne oluşturur. | Yüksek çözünürlük ve yüzey kalitesi, geniş malzeme yelpazesi | Yavaş baskı hızı, destek yapıları gerekebilir, dayanıklılık FDM veya MJF kadar iyi olmayabilir |
| ColorJet | Termoplastik tozu katman katman ekleyerek ve ardından renkli bir bağlayıcı uygulayarak nesneleri oluşturur. | Tam renkli baskılar oluşturabilme | Daha düşük mukavemet ve dayanıklılık, yüksek başlangıç maliyeti |